



Weathering steel
Weathering steel is a high strength low alloy steel that was originally developed by United States Steel in the 1930s to resist corrosion and abrasion in their ore wagons. It was given the trade name Cor-ten, and was first used in construction on the John Deere World Headquarters building in Moline, Illinois, which opened in 1964. Since then, the use of weathering steel has spread worldwide and in Europe it is available as “structural steel with improved atmospheric corrosion resistance” and is a non-proprietary product.
In suitable environments weathering steel forms an adherent protective rust ‘patina’, that inhibits further corrosion. The corrosion rate is so low that bridges fabricated from unpainted weathering steel can achieve a 120 year design life with only nominal maintenance. Hence, a well-detailed weathering steel bridge in an appropriate environment provides an attractive, very low maintenance, economic solution.
The first weathering steel bridge in the UK was a footbridge at York University in 1967 and the material was used for many bridges around the UK in the following 30 years or so. However, the use of weathering steel on bridges has increased significantly since 2001 when a former restriction on the use of the material over highways with less than 7.5m headroom was removed. It is now the material of choice for a wide range of bridge decks.
This article highlights the benefits of weathering steel for bridges, describes the limitations on its use, and comments on both the material availability and the appearance of such bridges. It also provides advice on a range of issues including design and detailing, fabrication and installation, inspection and maintenance, and remedial measures, should corrosion rates exceed those anticipated at the design stage.






[top]Weathering steel
Weathering steel or weather resistant steel are colloquial terms used to describe structural steels with improved atmospheric corrosion resistance. These steels are high strength low alloy steels that under normal atmospheric conditions give an enhanced resistance to rusting compared with that of ordinary carbon manganese steels. Weathering steels are generally specified to EN 10025-5 [1], and have similar mechanical properties to ordinary structural steels to EN 10025-2 [2]. The most commonly used grade for bridgeworks in the UK is S355J2W.
[top]How weathering steel works
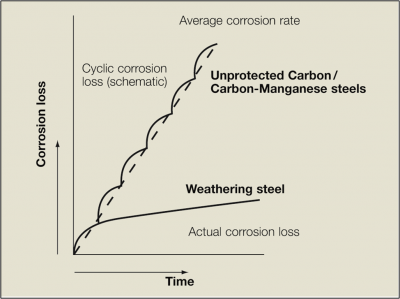

In the presence of moisture and air, all low alloy steels have a tendency to rust, the rate of which depends on the access of oxygen, moisture and atmospheric contaminants to the metal surface. As the process progresses, the rust layer forms a barrier to the ingress of oxygen, moisture and contaminants, and the rate of rusting slows down.
The rust layers formed on most ordinary structural steels are porous and detach from the metal surface after a certain time, and the corrosion cycle commences again. Hence, the rusting rate progresses as a series of incremental curves approximating to a straight line, the slope of which depends on the aggressiveness of the environment.
With weathering steel, the rusting process is initiated in the same way, but the specific alloying elements in the steel produce a stable rust layer that adheres to the base metal, and is much less porous. This rust ‘patina’ develops under conditions of alternate wetting and drying to produce a protective barrier that impedes further access of oxygen, moisture, and pollutants. The result is a much lower corrosion rate than would be found on ordinary structural steel.
[top]The metallurgy of weathering steel
The basic metallurgical difference between weathering steel and ordinary structural steel is the addition of chromium, copper and nickel alloying elements, which give the weathering steel its enhanced resistance to corrosion. Comparison of the material standards for weathering steel (EN 10025-5 [1]) and ordinary structural steel (EN 10025-2 [2]) shows that the specification requirements for all other elements in the steel chemistry are similar.
[top]Benefits of using weathering steel
Conventional steel bridges that take advantage of the latest advances in automated fabrication and construction techniques are able to provide economic solutions to the demands of safety, rapid construction, attractive appearance, shallow construction depth, minimal maintenance, and flexibility in future use. Weathering Steel bridges have all these qualities, plus the following further benefits.
[top]Very low maintenance
Periodic inspection and cleaning should be the only maintenance required to ensure the bridge continues to perform satisfactorily. Hence, weathering Steel bridges are ideal where access for future maintenance is difficult or dangerous, and where traffic disruption needs to be minimised, such as over major roads or railways.


[top]Cost benefits
Although weathering steel is slightly more expensive than ordinary structural steel, savings from elimination of the paint system offsets the additional material cost. Hence, the initial cost of a weathering steel bridge is very similar to that of a conventional painted steel alternative. This was illustrated in a study on eight bridges in the UK [3].
However, weathering steel bridges have the added benefit of much lower whole life costs. The minimal future maintenance requirements of weathering steel bridges greatly reduce both the direct costs of the maintenance operations, and the indirect costs of traffic delays during maintenance.
[top]Speed of construction
Overall construction durations are reduced, as both factory and site painting operations are eliminated.

[top]Attractive appearance
The attractive appearance of weathering steel bridges often blends pleasingly with the environment, and improves with age.
[top]Environmental benefits
The environmental problems associated with Volatile Organic Compound (VOC) emissions from paint coatings and the disposal of blast cleaning debris from future maintenance work, are avoided.
[top]Safety benefits
With little maintenance, the risks associated with future maintenance are clearly minimised. The health and safety issues relating to initial painting are also avoided. Such issues are particularly relevant to the fabrication and maintenance of steel box girders, for which weathering steel is becoming increasingly specified in order to minimise internal access requirements (e.g. River Usk Crossing)

Weathering steel box sections
River Usk Crossing
Weathering steel in a rural environment
Haydon Bridge Bypass


[top]Long term performance
Weathering steel bridges have a good track record in the UK. A study by TRL [4] indicates that weathering steel bridges built over the last 20 years are generally performing well. Where problems have been encountered, they have typically been the direct result of specific faults such as leaking deck joints,rather than any general inadequacy in corrosion performance.
[top]Limitations on use
Weathering Steel Bridges are suitable for use in most locations. However, as with other forms of construction, there are certain environments that can lead to durability problems. The performance of weathering steel in extreme environments will not be satisfactory, and its use should be avoided in such situations.
[top]Marine environments
Exposure to high concentrations of chloride ions, originating from seawater spray, salt fogs or coastal airborne salts, is detrimental. The hygroscopic nature of salt adversely affects the ‘patina’ as it maintains a continuously damp environment on the metal surface. In general, weathering steel should not be used for bridges within 2km of coastal waters, unless it can be established that airborne chloride levels do not exceed the salinity classification of S2 (i.e. cl < 300mg/m2/day) to BS EN ISO 9223[5].
The guidance that weathering steel should not generally be used within 2km of coastal water comes from a joint European research project (EUR 7433[6]) involving the British Steel Corporation in the 1970s. However, it should be noted that the airborne chloride level (and hence the suitability of weathering steel) depends on the microclimate at the bridge site (i.e. the local topography and prevailing wind direction etc.) so this figure of 2km should not be considered as a fixed limit; it is merely guidance based on the available data.
[top]De-icing salt


A1(M), Wetherby
The use of de-icing salt on roads both over and under weathering steel bridges may lead to problems in extreme cases. Such cases include those where salt laden run-off flows through leaking expansion joints and directly over the steel, and salt spray from roads under wide bridges where ‘tunnel-like’ conditions are created. In such extreme cases, local painting of the vulnerable areas is recommended. However, salt spray is unlikely to be a problem for most weathering steel composite overbridges even at standard headrooms of 5.3m.
‘Tunnel-like’ conditions are produced by a combination of a narrow, depressed road with minimum shoulders between vertical retaining walls, and a wide bridge with minimum headroom and full height abutments. Such situations may be encountered at urban /suburban grade separations. The
extreme geometry prevents roadway spray from being dissipated by air currents, and it can lead to excessive salt deposits on the bridge girders.
[top]Continuously wet/damp conditions


Alternate wet/dry cycles are required for the adherent ‘patina’ to form. Where this cannot occur, due to continuously wet or damp conditions, a corrosion rate similar to that of ordinary structural steel must be expected. Examples include weathering steel elements submerged in water, buried in soil or covered by vegetation. If weathering steel is used in such cases, it should be painted and the paint should extend above the level of the water, soil or vegetation.
Damp conditions may be experienced under bridge decks over water, where they are particularly wide or have a low clearance. Hence, it is recommended[7] that a minimum headroom of 2.5m is adopted for crossings over water to avoid such damp conditions.
[top]Atmospheric pollution
Weathering steel should not be used in atmospheres where high concentrations of corrosive chemicals or industrial fumes, specifically SO2, are present. Such environments with a pollution classification of P3 to BS EN ISO 9223[5] (i.e. a deposition rate of SO2 > 80mg/m2/day) would rule out the use of weathering steels. However, this is an extreme level, which is rarely encountered today, under present limits on industrial pollution of the atmosphere.
Concern has been expressed in the past about the effect of diesel fumes on the long-term performance of a weathering steel bridge over a railway. Whilst diesel fumes contain airborne sulphur compounds, within limits they actually have a beneficial effect in forming insoluble corrosion products by reacting with the alloying elements in the steel.
Data from Tata Steel research programmes have shown that the corrosion rates of weathering steel in highly polluted industrial (sulphur bearing) atmospheres averaged at 2 μm/year compared to 50 μm/year for conventional structural steel. In these natural exposure tests, the industrial environment was comparatively extreme, i.e. in close proximity to an industrial coking plant.
By comparison, a microclimate beneath a bridge as created from passing trains is unlikely to produce similar environmental conditions. Increased pollution levels may be anticipated when locomotives are stationary directly beneath the bridge but it is unlikely that the duration of exposure and the concentration of sulphur compounds on the steelwork would exceed the 80mg/m2/day limit. In addition, the slightly oily nature of the deposits from diesel exhaust fumes may also act as a barrier to water and reduce corrosion of the steel.
- Bridges over railways

Selby Bypass


[top]Availability of weathering steel
[top]Plates
S355J0W, S355J2W, S355K2W weathering steel plates to EN 10025-5 [1] are readily available in the UK with similar limits on sizes to ordinary structural steel plates.
[top]Sections
Rolled sections in weathering steel are less readily available in the UK than ordinary structural steel sections. This is particularly true for small quantities. ArcelorMittal do offer such sections, but there is a key sentence in their Arcorox brochure - “Minimum order quantity is subject to agreement”. As such, designers are advised to confirm the availability of the required weathering steel rolled sections with the manufacturer at an early stage.


A34 Wolvercote Viaduct, Oxford
The potential lack of availability of rolled sections in weathering steel does not pose any problem for the supply of main girders as they can be fabricated from plate (even with ordinary structural steel, rolled sections are rarely used). However, angles, channels and hollow sections are often used for bracing elements on ordinary structural steel bridges, so for weathering steel bridges, alternatives must be considered.
The possible options are:
- Use of unpainted ordinary steel for temporary bracing, which is removed afterwards
- Use of painted ordinary steel bracing that is left in place
- Use of plan bracing within the depth of the slab
- Fabrication of angle and channel sections from weathering steel plate
Unfortunately, none of these options are ideal. The first option introduces additional hazards into the construction process and is generally to be avoided. The second option adds a maintenance requirement (also with additional hazards). The third option interferes with the placing of the permanent formwork and reinforcement and can increase the depth of slab required. The fourth option is a little more costly (than using rolled sections) due to the difficulties of fabricating asymmetric sections. Hence, current industry advice on this issue is as follows:
[top]Ladder decks
The nature of such bridges is that they only require bracing at intermediate supports. ‘Knee bracing’ using short lengths of rolled sections is sometimes used, but the most economic solution is the use of a deep fabricated ‘I’ girder.
[top]Multi-girder decks
Avoid the use of ‘X’ or ‘K’ bracing and adopt fabricated ‘I’ girders as stiff transverse beams in an ‘H’ configuration. However, for deep girders fabricated angles or channels may be required to form a triangulated bracing system. In such cases, these can be fabricated at a premium. Steelwork contractors have a wealth of knowledge and experience, and are pleased to assist in design development. Early discussions with steelwork contractors are recommended to achieve the most economic weathering steel bridge solution for a particular project.

Typical bracing on a multi-girder deck
A34/M4 Junction 13, Chieveley
Typical bracing on a ladder deck
A34/M4 Junction 13, Chieveley


[top]Hollow sections
Hollow sections in weathering steel are less readily available in the UK than ordinary structural steel hollow sections. This is particularly true for small quantities. Tata Steel do offer such sections in sizes up to 400 x 400 x 16mm (and equivalent round and rectangular) but there is a key sentence in their Celsius Weathering Grade datasheet - “Availability, lead-time and minimum order quantities are dependent on size”. As such, designers are advised to confirm the availability of the required weathering steel hollow sections with the manufacturer at an early stage.
[top]Preloaded bolts
Weathering grade preloaded bolts used in bridge construction are generally available in the UK (in M24 size), but there can be situations where they are imported from North America (in imperial sizes, i.e. 1"). Hence, the recommended approach to this issue is to design the connections for M24 bolts, but use bolt spacings that would suit 1” bolts (i.e. comply with the minimum spacing requirements), as this will maximise the procurement options available to steelwork contractors, i.e. they can substitute 1” bolts for M24s (if required) without adversely affecting the layout or design of the connection.
[top]Appearance
The attractive appearance of mature weathering steel bridges generally blends in well with the surrounding countryside. It is important to note that the colour and texture vary over time, and with exposure conditions. Examples of mature weathering steel bridges are illustrated throughout this article.
Initially, weathering steel bridges appear orange-brown, which many consider unattractive but the colour darkens during the construction period, as the ‘patina’ begins to form, and within 2-5 years the steel usually attains its characteristic uniform dark brown colour.

Shanks Millennium Bridge, Peterborough

Hunslett Viaduct, Leeds

Nunholme Viaduct, Dumfries



The speed with which the ‘patina’ forms, and with which the characteristic colour develops, depends mainly on the environment and exposure conditions. In an industrial (sulphur contaminated) atmosphere, the weathering process will generally be more rapid, and the final colour darker, than in a cleaner rural environment.
The texture of weathering steel is influenced by the orientation, and degree of shelter of the girders. Vertical surfaces, surfaces facing south and west, and those subjected to frequent wet/dry cycles, develop a smooth fine-grained texture, whereas, horizontal surfaces, sheltered girders and surfaces facing north tend to have a coarse granular texture.
[top]Design considerations
The satisfactory performance of weathering steel bridges can be achieved by following normal good practice in steel bridge design and detailing. However, certain aspects do require further consideration, due to the nature of weathering steel.
[top]Suitability of bridge site
The only way to be 100% certain of the suitability of unpainted weathering steel for a particular bridge site is to classify the atmospheric corrosivity according to one of the two methods described in BS EN ISO 9223 [5], one is based on environmental data and the other on corrosion rate tests.
Environmental data approach
This method combines measurements of the following three key factors in accordance with BS EN ISO 9225[8] to determine the overall corrosivity classification (C1-C5) of the environment.
- Time of wetness
- Atmospheric sulphur dioxide pollution (P0-P3)
- Airborne salinity (S0-S3)
Corrosion rate approach
Corrosion rates are measured for standard metal specimens exposed for a year in the required location to a standard procedure given in EN ISO 9226[9].
Unfortunately, both the environmental and corrosion rate methods require measurements to be taken over a year to obtain representative average values. In many situations this will not be possible or practical at the design stage, so in the absence of a scientific approach, a judgement needs to be made. Fortunately, EN ISO 12944-2[10] provides a relationship between classifications C1-C5 and descriptions of typical environments that may be used in the absence of measured data.
Classification by environment
The relationship between corrosion category and typical environments presented in EN ISO 12944-2[10] is reproduced below. It is a good starting point and in many cases is used by designers without further corroboration.
| Corrosion category | Typical environment |
|---|---|
| C1 | N/A - Interior environments only |
| C2 | Atmospheres with low level of pollution: mostly rural areas |
| C3 | Urban and industrial atmospheres, moderate sulphur dioxide pollution; coastal area with low salinity |
| C4 | Industrial areas and coastal areas with moderate salinity |
| C5 | Industrial areas with high humidity and aggressive atmosphere and coastal areas with high salinity |
| CX | Offshore areas with high salinity and industrial areas with extreme humidity and aggressive atmosphere and sub-tropical and tropical atmospheres |
Further information to assist in making a judgement can be derived from a site visit to assess the nature of the bridge location. Contact should be made with the local authority to determine future development plans, in case they might affect the environment.
However, note that CD 361[7] precludes the use of this classification based solely on a description of exposure conditions for bridges located within 15km of the coast. For such cases, the airborne salinity level has to be established in accordance with ISO 9223[5] using the method described in BS EN ISO 9225[8].
One approach that may be considered for borderline cases is to proceed with the design of a weathering steel bridge, whilst carrying out the environmental testing. Once test data becomes available, the use of weathering steel will either be confirmed as satisfactory, or, if not, the design can be modified to a painted steel alternative simply be deducting the corrosion allowances and specifying a protective coating system. However, such an approach is clearly dependent on programme constraints.
[top]Mechanical properties
For the design of bridge steelwork, the key mechanical properties of concern are yield strength, ultimate tensile strength, ductility, and toughness. Comparison of the product standards for weathering steel (EN 10025-5 [1]) and ordinary structural steel (EN 10025-2 [2]) show that the specification requirements are identical for all of these key mechanical properties. Hence, weathering steel should be considered as equivalent to ordinary structural steel for the purposes of design.


[top]Loss of section
Although the corrosion rate of weathering steel is much lower than that of ordinary structural steel, the loss of the corroded surface layer must not be neglected. The loss can be taken into account by providing additional thickness at each exposed surface, above that required to meet the structural design verification.
The thickness to be added depends on the severity of the environment; and the following allowances are recommended[7] for a design life of 120 years.
| Atmospheric corrosion classification (BS EN ISO 9223[5]) | Corrosion allowance (mm / exposed face) |
|---|---|
| C1 | 0.0 |
| C2 | 0.5 |
| C3 | 1.0 |
| C4 | 1.5 |
| C5 or CX | N/A |
These additional thickness allowances should not be included in the effective sections for stress analysis. However, they may be included in the section properties for global analysis of the structure.
Notes
- The internal surfaces of sealed box girders are classed as C1
- The internal surfaces of box girders that are not sealed (i.e. those that are drained and ventilated) are classed as C2, except for ‘open-top’ composite box girders (where the top flange is formed by the concrete deck slab) which are classed as C3
- Bridges carrying highways subjected to de-icing salt should be classified as C3 (minimum)
- Bridges over highways subjected to de-icing salt should be classified as C4 (minimum)
- Allowances apply to all structural elements including stiffeners and bracing etc
- Allowances apply to all fillet welds and partial penetration butt welds
- No allowance is needed for weathering grade preloaded bolts
[top]Fatigue
The presence of small corrosion pits on a weathering steel surface would lead to a marginally lower fatigue resistance in elements that are unwelded and free from holes and stress concentrations. However, the defects or imperfections inherent in welded details lead to a greater reduction in fatigue life (than the reduction for pits in weathering steel) and hence fatigue need not be of any more concern than with ordinary structural steel.
[top]Bolted connections


Dalscone Viaduct, Dumfries
Weathering grade preloaded bolts, nuts and washers, with chemical compositions complying with ASTM F3125[11], Grade A325, Type 3, or equivalent, should be specified for all bolted joints. The slip factor may be taken as that for ordinary structural steel, and research[12] has shown that the effect of rusting caused by weathering of the faying surfaces between their preparation and assembly is not normally significant.
Bolted connections inevitably introduce overlapping plates, and the potential problem of crevices. However, careful design of the joint by adopting the following guidance will avoid the subsequent corrosion risks associated with crevices.
- Ensure good fit-up using flexible cover plates
- The bolt spacing adjacent to an edge should not exceed the lesser of 14t and 175mm
- The edge distance from bolt centreline should not exceed the lesser of 8t and 125mm (Where t is the thickness of the thinner plate)
If this guidance cannot be met, the edges of the joint should be protected by a suitable sealant.
[top]Detailing considerations
Formation of the protective rust ‘patina’ of weathering steel only occurs if the steel is subjected to wet /dry cycles. Hence, it is important that the bridge be detailed to ensure such cycles can occur.
Advice on good structural detailing for weathering steel bridges is widely available [3][7], and there is also a Steel Bridge Group Guidance Note on the subject (GN 1.07). The key issues are summarised here.
[top]Expansion joints


A34/M4 Junction 13, Chieveley
Leaking expansion joints that allow salt-laden water to flow over the ends of beams has been identified as one of the main causes of deterioration in existing weathering steel bridges. Hence, the selection and detailing of joints requires careful consideration. Ideally, expansion joints should be avoided by the use of continuous and integral construction. However, if joints are unavoidable they should be located away from the ends of the beams, and a positive non-metallic drainage system should be provided to convey any leakage away from the steelwork. It may also be prudent to paint the ends of the beams directly beneath such deck joints if this will not detract from overall appearance of the bridge. The colour should be selected to match the expected final colour of the mature steel.
[top]Drainage of weathering steel


A34/M4 Junction 13, Chieveley
Weathering steel bridges should be detailed to ensure that all parts of the steelwork can dry out. Details should be such as to avoid moisture and debris retention, and to ensure adequate ventilation. The following good practice should be observed.
- Grind flush weld details that may cause water traps
- Provide 50mm radius cope holes in the corners of web stiffeners where they are attached to the bottom flange
- Where stiffeners are not attached to the bottom flange, they should be curtailed (see GN 2.05)
- Avoid closely spaced girders to aid ventilation
- Avoid overlaps, pockets and crevices, which can attract moisture by capillary action
- On half-through railway bridges, avoid contact with continuously wet ballast by the use of concrete encasement up to top of ballast level, and use ‘weather flats’ along the web at the top of the encasement
- Ensure that web plates of box girders extend 20mm below the bottom flange, so water running down the web drips off and does not run along the underside of the flange.
For the common arrangement of concrete slab on top of steel girders, consideration should be given to providing wide deck cantilevers, with well-formed drip details, to shelter the girders from wind blown rain. In addition, any outlet pipes from the slab above the girders should be non-metallic, and of sufficient length that the salt laden water will not spray onto steelwork surfaces.
[top]Run-off


Doveridge Bypass, Derby
Run-off from the steelwork during the initial years, as the ‘patina’ develops, will contain corrosion products, which can stain substructures and paving slabs. The risk is highest during the early months, when the corrosion rate is highest. As the corrosion rate slows, the risk of rust staining also reduces, as there are fewer corrosion products in the run-off.
This potential problem can be avoided by providing drip details (details that cause water to drip off the steelwork, rather than run along its surface) on the bottom flanges of girders, and ensuring that bearing shelves have generous falls to internal substructure drainage systems. The key is to manage the drainage such that run-off does not flow directly over concrete surfaces.
Although rust staining should not occur on a well detailed weathering steel bridge, it is worth noting that concrete, stone and unglazed brick are difficult to clean. Hence, it is recommended that vulnerable substructures be sealed with washable organic coatings to facilitate cleaning with commercial products, should rust staining occur.
Concern has been expressed in the past about the possibility of corrosion products in the run-off contaminating surrounding vegetation, plants and watercourses. However, this is unlikely to occur due to the nature of the corrosion products. Weathering steel is predominantly iron which under wet or damp conditions dissolves to form ferrous ions which are then oxidised to form a series of ferrous and ferric oxyhydroxides. These compounds are of a transitory nature and evolve into more stable compounds e.g. hydrated ferric oxide. The small amounts of alloying elements in weathering steel contribute to the formation of protective compounds e.g. copper can form insoluble copper hydroxysulphates, which are precipitated in the rust layers. Nickel also forms similar compounds.
Other elements such as chromium and phosphorous have been found in the rust layer closest to the substrate and therefore are not freely available to contaminate the run-off; the run-off does not have an adverse effect on surrounding vegetation, plants or watercourses etc.
[top]Box girders
Box girders are difficult to seal hermetically, even when continuously welded. Hence, if the seal cannot be guaranteed then there is a risk that moisture will get in, creating a potential for accelerated corrosion due to ponding. Consequently, many designers assume that some ingress of the external environment will occur and detail the steelwork to allow free drainage. This view is endorsed in the UK National Annex to EN 1993-2 [13].
The formation of ‘clean’ condensate inside a box girder is unlikely to have a significant effect on the corrosion of weathering steel (regardless of whether the external environment is a C3, C4 or even C5), provided that any water produced is efficiently drained out of the structure.
The ability of the structure to breathe and allow a flow of air to dry out wet or damp surfaces is desirable. It is equally important that the internal diaphragms and stiffeners etc. are detailed to allow instant drainage of any accumulated water at the lowest point. The openings should be sufficiently large enough not to become blocked, but not allow a large intake of the external atmosphere. It is suggested that drainage tubes of a non-corroding material be used to ensure that any water containing corrosion products is diverted away from the external surfaces, especially those of absorbent material such as concrete that could easily be stained. Grilles or meshes are also recommended to prevent birds and rodents from entering internal chambers of the structure.
[top]Interfaces with other materials
[top]Concrete


A34/M4 Junction 13, Chieveley
Interfaces between steel and concrete should be sealed with an appropriate sealant to prevent the ingress of moisture. Examples include the edges of the top flange and the profile of a beam that is cast into the end wall of an integral bridge. Elements encased in concrete need not be painted, provided there is sufficient depth of concrete cover for the required durability.
[top]Metals
Connections to galvanically dissimilar metallic components e.g. zinc-plated bolts, should be avoided, otherwise there is a risk of accelerated local corrosion. For bimetallic corrosion to occur, two dissimilar metals need to be in direct electrical contact with each other and an electrolyte. Aspects that influence bimetallic corrosion are the nature and conductivity of the electrolyte, the relative surface areas of the anodic and cathodic metals, and the respective positions in the galvanic series.
For the majority of weathering steel bridges, the only area to consider in terms of this effect is the connection between the steel girders and the structural bearings.


River Eden Bridge, Temple Sowerby Bypass
For the case of weathering steel girders on ordinary structural steel bearings, there is no significant difference between the reactivity of the two metals and as the ordinary structural steel (of the bearings) is painted, there is no contact with an electrolyte. Hence bimetallic corrosion is unlikely to occur.
For the case of weathering steel girders on stainless steel bearings, there is a significant difference between the reactivity of the two metals and as both metals are uncoated, there is contact with an electrolyte. However, the surface area of the weathering steel (which would corrode preferentially to the stainless steel) is vast in comparison to the small stainless steel bearings. In addition, the bearings are generally sheltered, so electrolyte is rarely present. Hence, the level of bimetallic corrosion is unlikely to be significant.
However, It is advisable to seal the interface between the stainless steel bearing and weathering steel tapered bearing plate, as this will reduce the level of localised bimetallic corrosion. The sealant removes the risk of accelerated corrosion associated with crevices, and effectively introduces a break in the electrical circuit that reduces the level of bimetallic corrosion . For the circuit to be complete, a film of water would have to extend from the bearing over the surface of the sealant and on to the tapered plate.
[top]Contact with people
During the early stages of the rust 'patina' formation there is a risk that corrosion products may rub off on clothes if the public either lean on or brush past the material. As the 'patina' develops over time, this risk will reduce, but it always remains. The likelihood of corrosion products contaminating clothing depends on the nature of the 'patina'. An adherent fine-grained 'patina' is less likely to contaminate clothing than a coarse granular texture that is more prone to flaking. It is also worth noting that similarities could be drawn between the surface texture of weathering steel and that of coarse sand paper. As such there is a risk that contact may also cause abrasion damage to clothing.
Consequently, hand rails or other barriers should be detailed to minimise the risk of contact between the public and weathering steel; the actual handrails may be timber, painted steel, or galvanized steel. Note that the handrail would have to be isolated from the weathering steel for this last option to avoid bimetallic corrosion.
However, there have been instances where significant contact of exposed weathering steel surfaces with the public has led to 'polishing' of weathering steel surfaces, e.g. people sitting on the feet of the ‘Angel of the North’.

Xstrata Aerial Walkway, Kew Gardens

Angel of the North, Gateshead


[top]Graffiti and its removal


Lincluden Viaduct, Dumfries
As with other forms of construction, the removal of graffiti from weathering steel bridges is difficult, so measures to discourage public access to the girders should be considered. An angled plate on the bottom flange is often specified over ‘at-risk’ areas. However, this should be balanced with the need to provide access for inspection, monitoring and cleaning.
The removal of chalk graffiti should be achievable by using low pressure water jetting taking care not to disrupt the protective rust 'patina'. Such an operation is unlikely to affect the durability of the structure.
The removal of spray paint will probably require higher pressures that are more likely to remove the protective rust 'patina', particularly if abrasives have to be used. Unfortunately, it is difficult to predict the degree of damage to the rust 'patina' (and hence the effect on durability) as that depends on how hard it proves to remove the paint. This in turn depends on a number of factors including the type of spray paint, the age of the graffiti, and the original condition of the rust 'patina'. However, should removal of the rust 'patina' be required to remove the graffiti, then the weathering process will have to start again. Clearly it is not advisable to do this too many times, as it will adversely affect the durability of the structure.
However, limited trials in 2016 to investigate the effectiveness of several methods of removing spray paint, while minimising the damage to the rust ‘patina’, concluded that the application of a chemical paint softener (acrylic or polyurethane/oil type) followed by steam jetting was the most effective in removing the graffiti with negligible damage to the rust ‘patina’.
In terms of developing a maintenance strategy, a fall back position (if repeated graffiti removal does adversely affect the durability) would be to locally paint the affected area (i.e. outside face of the outer girder) in a colour to match that of the mature steel.
[top]Fabrication and installation issues
[top]Welded connections
All joints, including fillet welds, should be continuously welded to avoid moisture and corrosion traps such as crevices.
The welding of structural weathering steels is similar to that of conventional structural steels, but weathering steels generally have higher Carbon Equivalent Values (CEV), which needs to be considered when developing a Weld Procedure Specification in accordance with EN 1011-2 [14].
A requirement of BS EN 1090-2[15] for the execution of steel structures is that welds on weathering steel shall use ‘matching’ consumables (see table below). The term ‘matching’ in relation to electrodes is a little misleading. In reality it means electrodes that will cause the welds to weather in a similar manner to the parent material.
| Process | No. | Option 1 | Option 2 | Option 3 |
|---|---|---|---|---|
| Manual Metal Arc (MMA) | 111 | ≥ 0.4% Cu + other alloy elements | 2.5% Ni | 1% Cr, 0.5% Mo |
| Manual Active Gas (MAG) | 135 | |||
| Submerged Arc Welding (SAW) | 121, 122 | 2% Ni |
However, it has been shown in practice that it is best to avoid the use of matching electrodes in some situations, because the resulting weld metal becomes copper-rich, and this can lead to difficulties if the weld is also restrained. For the following situations C-Mn consumables should be used because there is enough dilution of the weathering steel alloying elements into the weld pool to give the required corrosion resistance:
- Single run fillet welds up to 8 mm leg length using SAW (121 to 125) and MAG (135 and 136) processes
- Butt welds formed by a single run from each side
- Square edge butt welds using the ‘punch-through’ technique with SAW (121 to 125)
(Note that with deep penetration, 8 mm leg length fillet welds provide the equivalent strength of ‘ordinary’ 10 mm fillet welds.)
The first two situations are covered in clause 1805.5 of the Specification for Highway Works[16].
For multi-run fillet welds and butt welds , the main body of the weld can be made using C-Mn electrodes, capped off with ‘matching’ electrodes, but it is important that any exposed edges should also be capped with ‘matching’ electrodes.
However, multi-run butt welds using the semi automatic SAW process and ‘matching’ electrodes give satisfactory results. Such welds are usually used for pre-assembly butts in web and flange plates, and are therefore unrestrained. Such butted plates are often subsequently cut into their final shape after welding and it is therefore useful to have the full weather resistant properties throughout the thickness of the weld.
[top]Headed stud welding
Headed stud shear connectors are not available in weathering grade material, and indeed are not required to have ‘weathering’ properties as they are fully encased in concrete. Hence, conventional headed stud shear connectors are used on composite weathering steel plate girders, and the same drawn arc stud welding process is used as for conventional structural steel plate girders. However, weathering steels generally have higher CEVs, which needs to be considered when developing a Weld Procedure Specification and may lead to a requirement for additional preheat on the top flange of the weathering steel plate girder particularly for thick flanges that provide a high heat sink.
[top]Bolted connections
Weathering grade preloaded bolts, nuts and washers, with chemical compositions complying with ASTM F3125[11], Grade A325, Type 3, or equivalent, should be used for all bolted joints. They should be tightened using the ‘part-turn’ method. The bolts are not suitable for the torque method, and direct tension indicators (load-indicating washers) are prohibited by BS EN 1090-2[15] because crevices are created that would become corrosion traps.
[top]Surface preparation

Abrasive blast cleaning to a minimum standard of Sa2, BS EN ISO 8501-1 [17], should be carried out after fabrication and prior to delivery on site, to assist with the formation of a uniform rust ‘patina’. The use of paint, wax, or crayon etc. for marking steelwork during fabrication and erection should be avoided, as these are difficult to remove, and will interfere with the weathering process. Note that water based paint can be used for marking as it is readily removed during blast cleaning.
[top]Installation
Care should be taken on site with both storage and handling of the steelwork to ensure that the developing rust ‘patina’ is not damaged. Although the ‘patina’ will re-form, it will appear non-uniform until that time. In addition, grout runs from deck concrete operations should be avoided, as they will adversely affect the steelwork, and may necessitate a final blast cleaning after site erection. During construction, piers and abutments should be protected from rust staining as the ‘patina’ forms by wrapping them in protective sheeting until the final construction inspection is made.
[top]Painting


Doveridge Bypass, Derby
There are cases in the UK where the outer faces of the outer girders of weathering steel bridges have been painted for
aesthetic reasons. However, the aesthetic arguments are subjective, and painting the weathering steel increases the cost and future maintenance requirements of the structure. In some cases, painting of the external faces is essential to permit the use of weathering steel in atmospheric environments that would otherwise preclude the use the material. For example, the outer faces of box girders in marine environments.
Where painting of weathering steel is required, similar paint coatings and similar surface preparation should be used as for ordinary structural steel. The life expectancy of paint coatings on new weathering steel is at least equivalent to the life of the same coatings on ordinary structural steel. It could even be argued that the life will be longer, as the weathering steel will resist any creep of corrosion under the paint from a damaged area.
[top]Inspection, monitoring and maintenance
All bridges require routine inspection, monitoring and occasional maintenance to ensure satisfactory performance. In this respect, weathering steel bridges are no different. However, it is important to identify any of the specific problems to which such bridges are occasionally prone as early as possible to allow appropriate remedial measures to be taken.
[top]Bridge inspections
Visual inspections of weathering steel bridges should be carried out by experienced inspectors at least every 2 years. The surface condition of the ‘patina’ is a good indicator of performance. An adherent fine-grained rust ‘patina’ indicates that corrosion is progressing at an acceptable rate, whereas coarse laminated rust layers and flaking suggests unacceptable performance. Other signs of potential problems to look for, and areas to investigate during visual inspections include:
- Leaking expansion joints
- Accumulation of dirt or debris
- Moisture retention on surfaces due to overgrown vegetation
- Faulty drainage systems
- Deterioration of sealants at concrete / steel interfaces
- Excessive corrosion products at bolted joints (‘pack-out’)
If any serious problems are identified by the visual inspection, the cause should be traced and the problem rectified as soon as possible.
[top]Monitoring of steel thickness


The corrosion rate of weathering steel bridges should be monitored every 6 years, by measuring the remaining steel thickness at clearly identified critical points on the structure. These points should be defined on the as-built drawings or in the bridge maintenance manual. The original (reference) thickness measurements taken at the end of the construction period should also be recorded.
If after a period of say 18 years, the predicted loss of section over the life of the structure exceeds the original allowance, then remedial measures may need to be taken. The 18-year period is suggested because initially the corrosion rate is high while the ‘patina’ forms, before slowing down to a more characteristic rate.
Steel thickness measurements should be taken using specialist portable ultrasonic equipment that will not damage the protective rust ‘patina’. Typical instruments are small, light weight, battery operated and have a digital display (e.g. Cygnus 2 gauge). A couplant material is needed to transmit the signal from the probe head through the rust into the steel. Water or a light, easily removable, materials such as wallpaper paste or glycerol are effective in doing this. Such instruments are accurate to +/- 0.1 mm.
[top]Routine maintenance


Surfaces contaminated with significant accumulations of bird droppings, dirt or debris should, where practical, be periodically cleaned by low-pressure water washing, taking care not to disrupt the protective ‘patina’. If persistent accumulations of bird droppings are observed, then measures should be taken to discourage birds from perching on the structure.
Such cleaning should also be carried out annually, at the end of the de-icing period, if in practice it is found that chlorides are adversely affecting the stability of the rust ‘patina’ and causing excessive corrosion.
Overhanging vegetation causing continuous dampness should be removed, and drainage systems should be regularly cleared. Any leaks should be traced to their source, and the drainage systems or joints responsible should be repaired or replaced. Finally, if there is evidence of ‘pack-out’ of crevices at bolted joints, then the edges of the joint should be sealed with an appropriate sealant.
[top]Remedial measures


In the event that weathering steel bridges do not perform satisfactorily, rehabilitation is feasible. The steelwork can be blast cleaned to remove the rust ‘patina’ and painted (either just the effected part or the whole structure) using similar paint systems to those for ordinary structural steel bridges. Alternatively, the steelwork can be protected by a proprietary enclosure system.
Note that it is vital to carry out the correct surface preparation in order to achieve the predicted life expectancy of the paint coating. This usually requires wet abrasive blast cleaning, as it is difficult to remove all of the soluble salts from the base of the corrosion pits on the weathered surface.
[top]Case studies


















[top]References
- ↑ 1.0 1.1 1.2 1.3 BS EN 10025-5: 2019, Technical delivery conditions for structural steels with improved atmospheric corrosion resistance, BSI
- ↑ 2.0 2.1 2.2 BS EN 10025-2: 2019, Technical delivery conditions for non-alloy structural steels, BSI
- ↑ 3.0 3.1 Bridges in Steel – The Use of Weathering Steel in Bridges, ECCS (No.81), Brussels, 2001.
- ↑ The performance of in-situ weathering steel in bridges, M.McKenzie, Bridge Management Forum, Proceedings of the conference at the University of Surrey, Thomas Telford, London, 2000.
- ↑ 5.0 5.1 5.2 5.3 5.4 BS EN ISO 9223: 2012, Corrosion of metals and alloys. Corrosivity of atmospheres. Classification, determination and estimation. BSI
- ↑ K. Johnson and J. Stanners, BSC London, The characterisation of corrosion test sites in the community, EUR 7433, Commission of the European Communities, Directorate - General Information Market and Innovation, 1981
- ↑ 7.0 7.1 7.2 7.3 7.4 CD 361 Weathering steel for highway structures, Design Manual for Roads and Bridges, Volume 2, Section 3, Highways England, Crown copyright, 2019.
- ↑ 8.0 8.1 BS EN ISO 9225: 2012 Corrosion of metals and alloys. Corrosivity of atmospheres. Measurement of environmental parameters affecting corrosivity of atmospheres. BSI
- ↑ BS EN ISO 9226: 2012, Corrosion of metals and alloys. Corrosivity of atmospheres. Determination of corrosion rate of standard specimens for the evaluation of corrosivity. BSI
- ↑ 10.0 10.1 BS EN ISO 12944-2: 2017, Paints and varnishes. Corrosion protection of steel structures by protective paint systems. Classification of environments, BSI
- ↑ 11.0 11.1 ASTM F3125, Standard Specification for High Strength Structural Bolts and Assemblies, Steel and Alloy Steel, Heat Treated, Inch Dimensions 120 ksi and 150 ksi Minimum Tensile Strength, and Metric Dimensions 830 MPa and 1040 MPa Minimum Tensile Strength, ASTM International, 2022
- ↑ HSFG bolted connections using weathering steel materials, R.J.Lark, Bridge Engineering 157 Issue BE2, Thomas Telford, London, June 2004.
- ↑ NA+A1:2012 to BS EN 1993-2:2006, UK National Annex to Eurocode 3: Design of structures. Steel Bridges. BSI
- ↑ BS EN 1011-2: 2001, Welding recommendations for the welding of metallic materials, arc welding of ferritic steels, BSI
- ↑ 15.0 15.1 BS EN 1090-2:2018 Execution of steel structures and aluminium structures. Technical requirements for steel structures. BSI
- ↑ Manual of Contract Documents for Highway Works (MCHW). Volume 1: Specification for Highway Works. Series 1800 Structural Steelwork. April 2021, TSO
- ↑ BS EN ISO 8501-1, 2007, Preparation of steel substrates before application of paints and related products. Visual assessment of surface cleanliness. Rust grades and preparation grades of uncoated steel substrates and of substrates after overall removal of previous coatings, ISO
[top]Resources
[top]Further reading
- McKenzie M, ‘The corrosion performance of weathering steel in highway bridges’, Report LR 857, Transport and Road Research Laboratory, Crowthorne, 1978.
- Albrecht P, and Naeemi A.H, ‘Performance of Weathering Steel in Bridges’, NCHRP report 272, Transportation Research Board, National Research Council, Washington DC, July 1984.
- Albrecht, P, and Sidani M, ‘Fatigue Strength of Weathering Steel for Bridges’, University of Maryland, Department of Civil Engineering, October 1987.
- Albrecht P, Coburn S.K, Wattar F.M, Tinklenberg G.L and Gallagher W.P ‘Guidelines for the use of weathering steel in bridges’, NCHRP Report No 314, Transportation Research Board, National Research Council, Washington DC, June 1989.
- McKenzie M, ‘The corrosion of weathering steel under real and simulated bridge decks’, Research Report 233, Transport and Road Research Laboratory, Crowthorne, 1990.
- Halden D, ‘Design and performance of weathering steel bridges on Scottish trunk roads’ Paper 9689, Proceedings, Institution of Civil Engineers, Part 1, April 1991.
- Mathay W.L ‘Uncoated weathering steel bridges’ Highway Structures Design Handbook, Vol. 1, Chapter 9, American Institute of Steel Construction, AISC Marketing, Pittsburgh PA, 1993.
[top]See also
- Bridges
- Multi-girder composite bridges
- Ladder deck composite bridges
- Integral bridges
- Half-through bridges
- Box girder bridges
- Material selection and product specification
- Fatigue design of bridges
- Bracing systems
- Stiffeners
- Connections in bridges
- Bridge articulation and bearing specification
- Design for steel bridge construction
- Corrosion protection
- Corrosion of structural steel
- Surface preparation
- Paint coatings
- Appropriate specifications
- Welding
- Preloaded bolting